平模挤压造粒机作为干法冷压成型工艺的核心装备,其制粒效能与颗粒品质并非仅由设备本身决定,更大程度上取决于前端原料的理化特性控制与整线工艺参数的精准匹配,这是许多投产失败的案例中最易被忽视的关键环节。
原料的粒度分布是影响模孔填充率与颗粒密实度的主要因素,进入平模机的物料必须经过充分粉碎并严格控制粒径在60目至80目之间,过粗的纤维束无法顺利挤入模孔导致堵料,过细的粉末则因缺乏骨架支撑难以形成高强度颗粒,理想的粒度组成应包含30%左右的粗纤维与70%的细粉以形成极佳堆积密度。含水率的调控更是成败的分水岭,虽然平模工艺被称为干法造粒,但绝非越低越好,原料含水率必须严格锁定在15%至25%的窄幅区间内:低于15%时物料流动性差、摩擦力剧增导致模孔堵塞且颗粒易开裂;高于25%时物料呈塑性流动难以固化成型,且极易在平模背面形成致密的"泥饼"包裹主轴导致闷车。
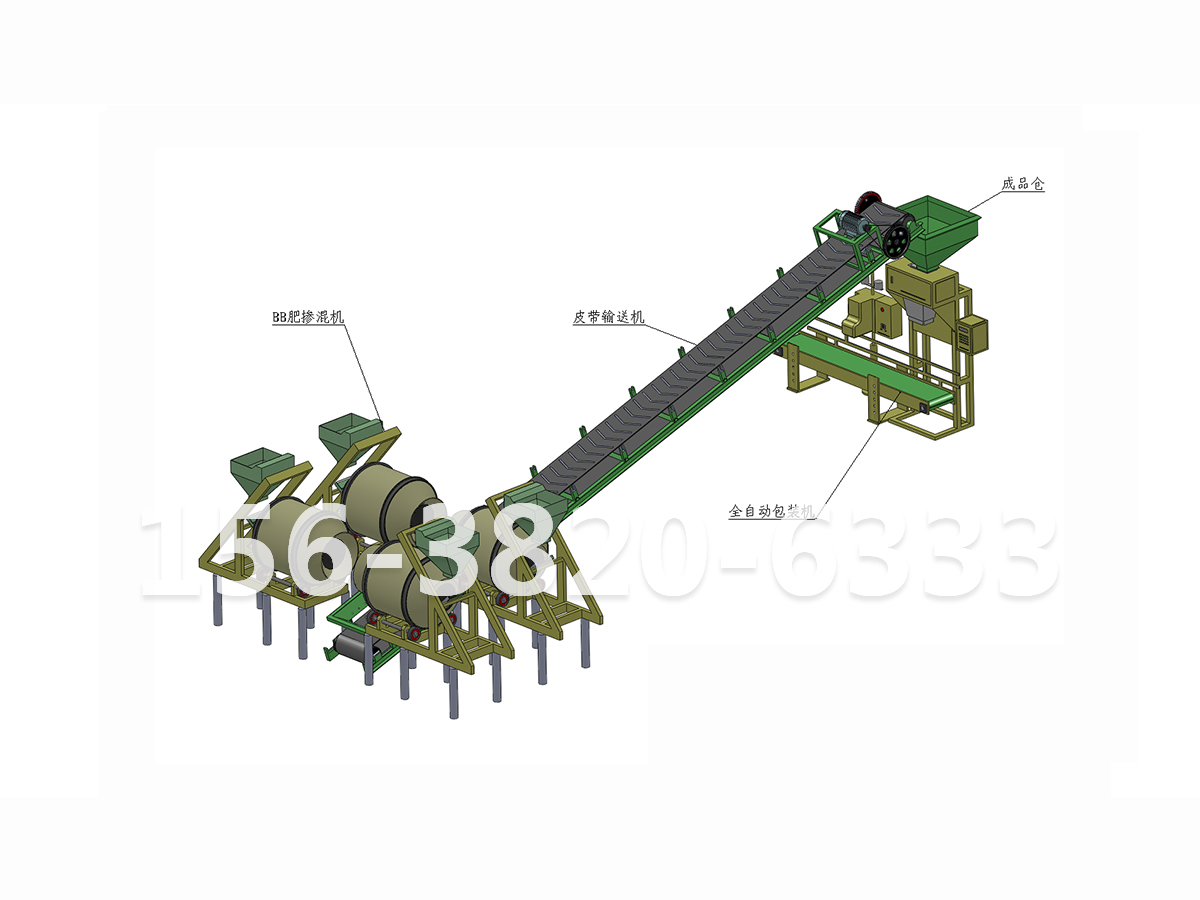
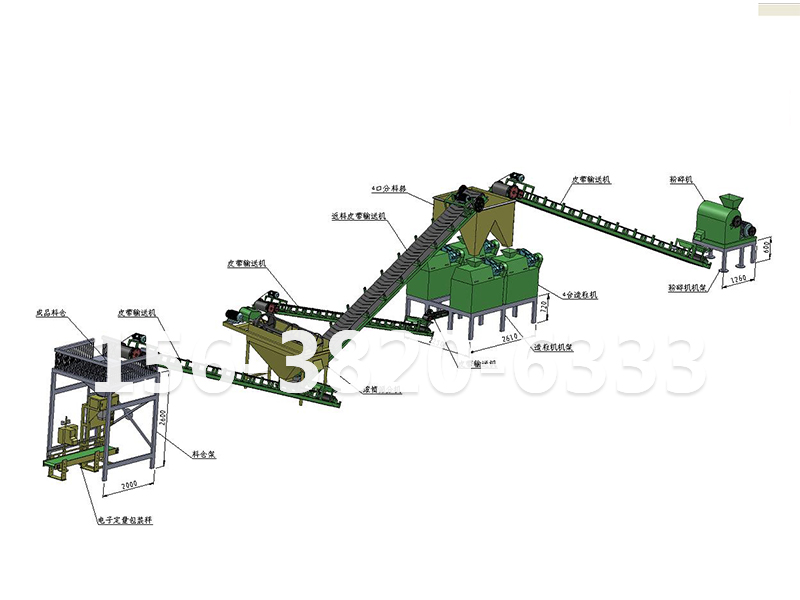
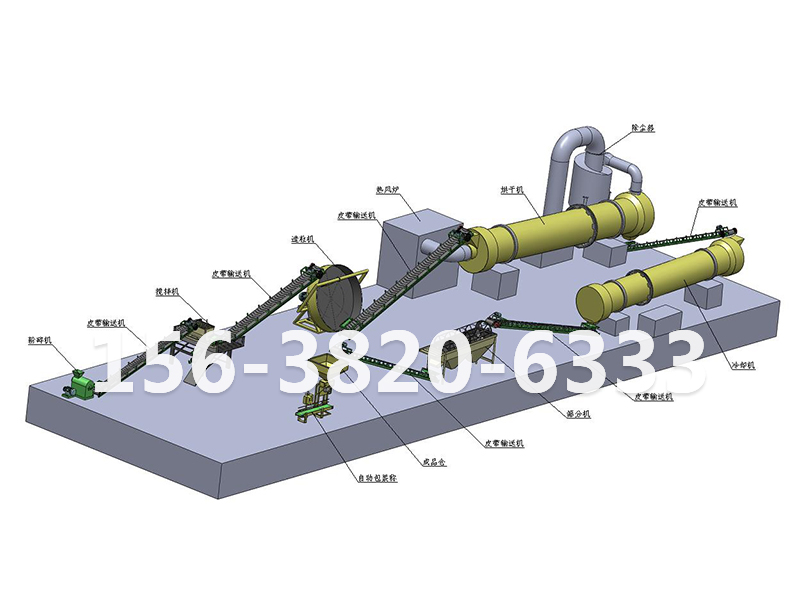
在实际生产中,针对不同特性的原料需采用差异化预处理策略:高纤维的秸秆、菌渣类需提前进行为期7至10天的二次陈化腐熟以降低韧性,高粘性的腐殖酸、污泥类需掺混适量疏松剂(如粉碎后的炉渣、膨润土)调节粘性,而畜禽粪便类则需根据季节变化动态调整翻抛频率以精准控水。平模机在整线中的工艺位置同样至关重要,它应当紧邻粉碎机与筛分机形成闭环回路,来自粉碎机的物料需经缓冲仓暂存并再次通过圆振动筛去除超大颗粒后方可喂入平模机,成型后的颗粒应立即进入冷却筛分环节,切忌在高温高湿状态下长时间堆积以免吸湿回软。
对于追求高品质颗粒肥的企业,还可在平模机出料口配套微量喷雾系统,在颗粒表面喷涂极少量的植物油或包膜剂以增强光泽度与抗粉化能力。值得注意的是,平模挤压造粒并非万能工艺,对于含盐量超过15%的化肥原料或pH值低于4的强酸性物料,由于强烈的腐蚀性与离子结晶特性,不建议采用平模工艺,而应转向湿法造粒路线。只有将原料特性、预处理工艺、设备参数与后处理环节作为一个系统工程通盘考量,平模挤压造粒机才能真正发挥出投资少、能耗低、适应性强的工艺优势,将看似无用的农业废弃物转化为高附加值的商品颗粒有机肥。
 156 3820 6333
156 3820 6333