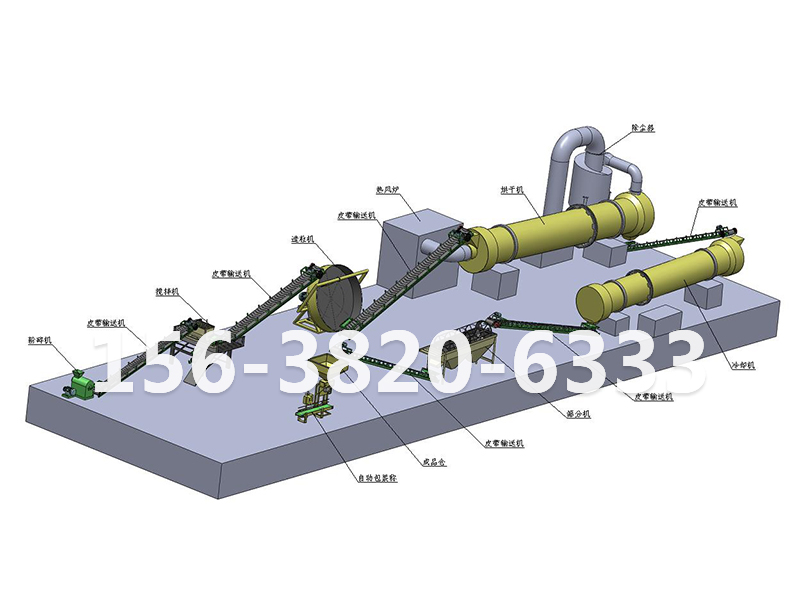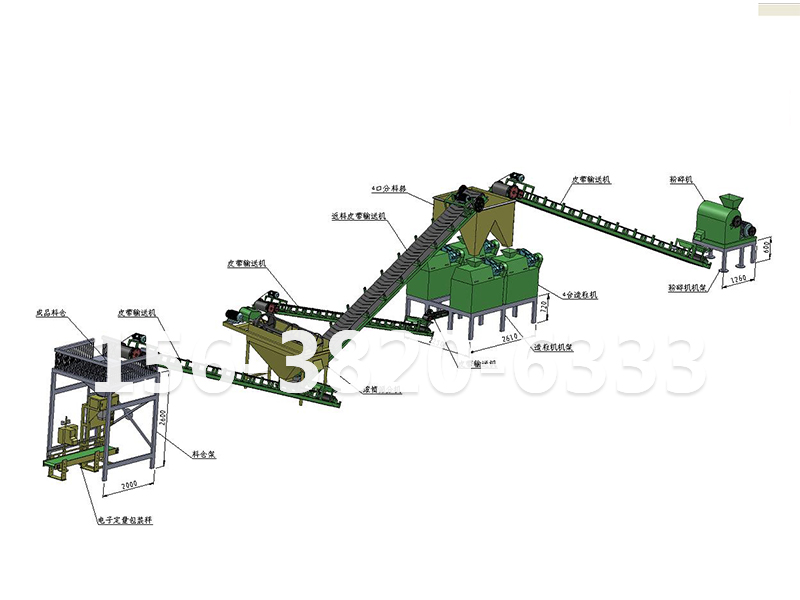
在有机肥生产向集约化、工厂化转型的今天,有机肥发酵反应罐正成为破解传统堆肥占地大、周期长、异味重等难题的明星设备。不同于敞开式的槽式或条垛式发酵,这款有机肥发酵反应罐采用全封闭式立体结构设计,将有机废弃物的发酵过程浓缩在一个可控的密闭空间内。通过智能调控温度、氧气与湿度,该设备能在短短7至10天内完成有机废弃物的无害化与腐熟过程,是土地资源紧张、环保要求严苛地区实现粪污资源化利用的绝佳方案。有机肥发酵反应罐的核心工作原理在于“高温好氧发酵”与“微生物动态平衡”的结合。设备启动后,液压驱动系统将调配好的物料提升至罐体顶部,并均匀撒入发酵腔内。位于罐体中央的多层桨叶搅拌轴开始旋转,将物料从上至下层层推进、反复翻转,确保每一粒物料都能与空气充分接触。同时,高压风机通过管道向罐底强制送风,配合电加热辅助系统,使罐内温度迅速升至60℃-70℃。在这个高温环境下,病原菌、虫卵及杂草种子被彻底灭活,而耐高温的有益菌群则迅速繁殖,将复杂的有机物分解为稳定的腐殖质。
在处理高含水率、高粘度的畜禽粪污时,有机肥发酵反应罐展现出了极强的封闭性与转增效性。由于整个发酵过程在密闭容器内进行,发酵产生的氨气、硫化氢等恶臭气体无法外溢,而是通过管道收集后进入生物除臭系统,经水淋洗与微生物过滤后达标排放,彻底解决了困扰传统堆肥的异味扰民问题。此外,罐体内部采用保温岩棉与不锈钢内胆结构,不仅有效锁住了发酵产生的生物热能,防止热量散失,还抵御了酸性发酵液的腐蚀,确保了设备在恶劣环境下的长期稳定运行。
在设备的智能控制方面,有机肥发酵反应罐配备了先进的PLC自动化系统,操作人员只需在触摸屏上设定好工艺参数,设备即可自动完成上料、发酵、翻抛、温控与出料的全过程。系统内置的氧浓度与温度传感器能实时监测发酵状态,并自动调节曝气量与搅拌频率,确保微生物始终处于 活性区间。这种“一键式”的操作模式,不仅大幅降低了对人工经验的依赖,还实现了24小时不间断生产,使得单台设备的日处理能力可达数吨至数十吨,极大地提升了生产效益。有机肥发酵反应罐的应用,彻底改变了有机肥生产的面貌。它不再受制于天气、季节与场地的限制,即使在阴雨连绵的南方或寸土寸金的城郊,也能实现连续稳定的生产。经罐式发酵产出的有机肥,色泽黝黑、质地疏松、无臭味,且富含高活性的酶与益生菌,是改良土壤、提升作物品质的优质生物肥料。对于追求效率高、品质高、环保高标准的现代农业企业而言,投资一台性能卓越的有机肥发酵反应罐,无疑是抢占绿色农业制高点、实现经济效益与生态效益双赢的战略选择。
有机肥发酵反应罐是有机肥行业迈向工业化4.0的标志性装备。它用封闭的空间锁住了污染,用智能的控制激发了活力,用极短的周期创造了价值。如果您正面临环保整改压力或希望快速建立高端有机肥生产线,选择一款技术成熟的有机肥发酵反应罐,将是您开启绿色财富之门的关键。